Recommendation points
- Technological cycle of sheet metal bending
- Production Line Components
- Unwinding, cutting and cutting
- Forming profiled sheet and standing seam roof
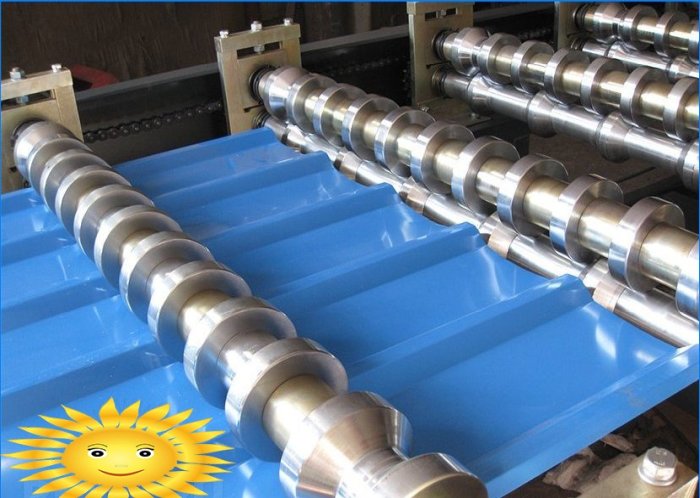
- Production of metal tiles
- Removal from conveyor and stacking
- Adjustment and maintenance of lines
The production of profiled products from sheet metal is a rather promising idea for business. The basis of the production line is a rather complex technological complex. We invite you to get acquainted with the device and the principle of operation of machines and lines for the production of corrugated board and metal tiles.
Technological cycle of sheet metal bending
The metal enters the production line in the form of tightly coiled coils. It is installed on an unwinding device, the finishing edge is cut off and fed to the place of further processing..
Basically, roll forming equipment works by cold rolling: specially shaped rolls bend the steel sheet, forming waves and stiffening ribs. The entire molding cycle is performed in one pass and on one machine.
At the exit from the rolling mill there is a guillotine that cuts off products of the required size. After cutting, the products go to an auto stacker, which dumps the sheets into a pile, ties it and rolls it for shipment..
The most difficult part of the process is single-pass molding. Rolling rolls are the result of long and painstaking development; really high-quality specimens are extremely rare. Owners of rolling mills sometimes order the design and manufacture of shafts or their typesetting elements themselves, and control their quality themselves.
Production Line Components
The production line is very rarely represented by one single conveyor. The most popular and correct option is to purchase a molding mill of the required model and type, and then assemble auxiliary equipment around it. This causes some difficulties in setting up and coordinating the work of mechanisms. In addition, all equipment should be lined up in one straight line, at the beginning of which sheet metal comes in, and on the other side, ready-for-shipment products exit. For this reason, it can be quite difficult to find a suitable room for the workshop..
So, the metalworking complex consists of several large modules, each of which is as independent a device as the rolling mill itself. The first on the line is the uncoiler of coils, the purpose of which is to remove exactly as much material as needed, without forming sagging of the tape or its excessive tension.
The unwinder is directly connected to the rolling mill if the coil width is exactly the same as the width of the finished product, taking into account the rolling of the edges. Otherwise, the tape is fed to the cutting machine, in which the cutting rollers cut off excess metal at the edges or dissolve the tape into strips when the production of profiled metal picket fence is planned..
The cut or uncoiled workpieces pass the rolling mill and then go to the conveyor or directly to the stacker. From it, the product can be removed by a robotic arm or simply dropped down onto a common stack with the opening of the table leaves.
Unwinding, cutting and cutting
The unwinder is more complex than it seems. First of all, it is important to adjust the spool opening so that a coil with any inner diameter can be tightly fixed on it..
The unwinder must have a special axis on which the inertia damping and smooth running devices are installed. This unwinder unit is responsible for uniform sheet feeding..
Another important indicator is equipment mobility. If the forklift has a massive bed, it can be moved with a rolling lift between different lines, depending on what type of product is being made for the current order. The unwinder can also be attached to the frame of the forming or cutting machine. This is beneficial if the equipment produces products without interruption..
Forming profiled sheet and standing seam roof
The profiled sheet is one of the simplest products and the line for its production is a rolling mill with 10–20 pairs of forming rolls. Seamed roof elements are made a little differently: in addition to forming longitudinal stiffeners, the machine also wraps rollers at the edges, although the lines are very similar in appearance.
Equipment for corrugated board is characterized by high precision of assembly and adjustment. The shafts of the apparatus can be solid, but they are also often recruited from several forming rings with spacer sleeves if it is required to quickly change the dimensions and waveform in accordance with the assortment. Reconfiguring a mill with solid rolls can be many times faster, but due to the high cost of a set of solid rolls, this approach is rarely practiced..
The frame of the machine must be completely milled, otherwise it will not be possible to fix the attachments with high precision on it. The rolls, in addition to the shape of the profile, also differ in material. Their surface should be perfectly smooth and very hard. Ideal if made of alloy steel that has been carburized or deep chrome plated and then zero-polished.
Production of metal tiles
The main difference between the equipment for metal tiles is the presence of two additional processing stages. After rolling, the corrugated sheet is fed to the stamping die, where it temporarily stops (here, as nowhere else, the anti-inertia system on the unwinder is important). The wavy press plate crushes the metal, forming the tile petals, after which the product moves to the next stamping place and the whole cycle repeats again.
Thus, the rolling mill is complemented by a cyclic start and stop mechanism, positioning system and hydraulic equipment. It is possible, of course, to separate rolling from stamping, and such lines do exist. But due to the movement of workpieces between devices, the production cycle time increases significantly.
Removal from conveyor and stacking
As a rule, after trimming and leaving the forming mill, the product is placed on the receiving table, divided lengthwise into two opening sashes. After opening them, the finished sheet falls down, thus forming a stack of products ready for shipment. In addition to the fact that it is not perfectly flat, the protective coating of the metal upon impact can be broken with a high probability, which leads to the appearance of defects..
Products can also be removed by manipulators with vacuum suction cups and gently moved onto a stack of previously produced sheets. In some cases, this somewhat slows down the production process, but completely eliminates the appearance of chips and scratches on the paint..
Adjustment and maintenance of lines
The roll forming equipment for large batch production can be combined into fully automated lines. In order for the production of profiled sheet and metal tiles to be carried out without interruption, a qualified adjuster with experience in working on production lines with digital control is needed..
Do not forget also that the more modern and accurate molding machines are used, the thinner the metal can be taken as a raw material, and this has a beneficial effect on the cost price. The presence of grease fittings on gearboxes and bearing blocks, and there are dozens of them, will significantly speed up maintenance, which means that the forced downtime of the line will be greatly reduced.











Could you please explain in more detail the device and principle of operation of profile bending machines? I am curious to know how these machines work and what makes them different from other bending equipment.