Recommendation points
- Chipboard history
- Chipboard production technology
- Laminated chipboard – production technology
- Lamination and other ways of facing chipboard
- Particleboard characteristics
- How to choose a chipboard
In this Article: History of Creation; chipboard production technology; laminated chipboard production technology; other cladding methods; characteristics, grades and labeling of chipboards; chipboard selection criteria.
Chipboards owe their appearance and wide popularity to the Second World War – an acute shortage of wood for cabinet furniture forced manufacturers to look for other, fairly cheap lumber. Today, after more than half a century since then, the meaning of the letter combination “chipboard” is known to every homeowner, because inexpensive panels made of this material are present in every home. But do you know everything about this material?
Chipboard history
At their core, chipboards are a composite of fine wood chips mixed with a binder and compressed. In the 40s in Europe, there was an acute need for a new structural material for interior decoration of buildings and the production of furniture, the plywood that already existed at that time rose sharply in price and, despite the high price, became scarce.
European engineers frantically tried to create a new material, and the German engineer Max Himmelheber succeeded – in 1932, after long experiments, he managed to create a durable chipboard. It took several years to perfect the technology and at the end of the 40s, the first commercial production of chipboard was launched in the German Bremen..
Chipboard inventor Max HimmelheberHimmelheber was the first to use phenolic resins in the creation of chipboard, as for wood chips, it was more than enough – any waste from wood processing enterprises was suitable. A few years after the start of chipboard production, its slabs began to be produced in three-layer – on the outer sides crushed sawdust of alder, beech, pine, birch and spruce, and the inner layer contained sawdust of coarser wood species.
In the USSR, the first experimental production of chipboard was launched in 1957, in the village of Ust-Izhora (Leningrad Region), at the facilities of a plywood plant. Eight years later, more than 50 enterprises for the production of chipboard were created in the Soviet Union.
Chipboard production technology
Chipboard production consists of several stages: obtaining shavings; drying and sorting it; joining and mixing wood chips with glue; obtaining a carpet, hot pressing with subsequent cooling of the plates; sanding, cutting and packaging.
Receiving shavings. Any non-business wood raw material is suitable for this, practically any sawn timber waste. Before processing into shavings, non-commercial wood trunks are cleaned of bark and cut into meter lengths, which are placed for hydrothermal treatment in a special pool with warm water. Then the wood chips are cut into half-meter pieces and go to machines that cut the chips parallel to the wood fibers. Most often, three-layer chipboards are produced, the middle layer of which is formed by coarser chips, accounting for up to 66% of the total filler of the chipboard, the two outer layers are formed by smaller chips. After cutting, the shavings are fed to hammer mills, where they are crushed across the width and smoothed. The chips processed in this way are collected in bunkers, they also collect the chips received from woodworking enterprises.
Drying and sorting.From the hopper, the chips are fed to a pneumatic conveyor that delivers them to the drying unit. The damp shavings are mixed with blades, with their uniform distribution along the bottom from the mesh – the so-called “vortex drying” is performed with hot air entering through the mesh bottom. As a result, the moisture content of the chips is reduced to 5%. The dried chips are lifted by hot air and transferred to a cyclone, where coarse chips are separated from particles of optimal size – excessively coarse chips are returned back to the hammer mills, where they are re-ground.
Mixing shavings with glue and shaping the carpet.The binder in the chipboard is a synthetic urea-formaldehyde resin, soluble in water – its dry residue in relation to the weight of chips in dry form is from 6 to 12%. Dry shavings are fed from the hopper through a dispenser into the mixer chamber, where the binder solution is also fed. For better and more uniform application of glue to the chips, it is sprayed using compressed air.
Carpet production, pressing and cooling. The shavings with the glue applied to it are fed to a vibrating cold press, at the exit from which the steel conveyor belt carries out the already formed carpet. There are four such cold presses – the first forms the bottom layer of the carpet formed by fine chips, the next two create a middle (intermediate) layer of coarser chips, the fourth vibrating press creates the top, last layer of the chipboard. Then the composite carpet goes to the first compaction press – as a result, the thickness of the composite is reduced two to three times. Before going through a hot press, the chipboard carpet is pre-moistened with water (about 140 g / m22) and heated to 75 ° C in the high-frequency heater chamber – at the last stage, in a hydraulic press, the composite carpet is heated to 150 ° C and a pressure of about 20 kg / cm2. As a result of the combination of high temperature and pressure, the water sprayed on the surface of the carpet immediately turns into steam – a so-called “steam blow” occurs, during which steam penetrates into the inner layers of the chipboard and heats them, thereby reducing the time the carpet is under the press.
After leaving the hot press, the chipboard carpet is cooled by blowing cold air flows, its surfaces and edges are sanded, cutting into plates of specified dimensions is performed, followed by their marking and packaging.
Laminated chipboard – production technology
At its core, laminated chipboard is a chipboard with paper glued to it. The main advantage of chipboard lamination is to obtain a final cladding that does not require any additional finishing. However, the lamination process itself is far from simple and consists of several stages: preparation of chipboard surfaces; preparation of paper; creating packages; laminating chipboard under the press.
Surface preparation of chipboard.Leveling is carried out by applying a layer of putty, before and after the actual application, the chipboard surfaces are sanded. The density of boards suitable for lamination should be between 0.65 and 0.7 g / cm3 – chipboards of lower density after lamination will be excessively compressed, which will violate the strength of bonds between fillers and, accordingly, the strength of the boards. To achieve the required roughness – and it should be from 16 to 63 microns – the surfaces of the plates are ground on machines. If there is a greater roughness than necessary, the outer (outer) layers of the boards are formed with the addition of the smallest particles of chips and dust..
Lamination paper and preparation. Chipboard is laminated with the following types of paper: sulfate (density from 80 to 150 g / m2) is used for the base, as an inner layer for the front side and the main layer for the non-front; sulfite (density from 126 to 170 g / m2), used for decorative coating as an outer layer, painted in a single color or wood grain; finishing (density from 20 to 40 g / m2), transparent and retaining strength when wet, serving as a protective film for decorative coatings.
A three-color pattern is applied to the paper of the decorative layer using the gravure printing method. Before laminating chipboard, paper for each layer is impregnated with melamine-formaldehyde, urea-formaldehyde and urea-melamine-formaldehyde resins on special impregnating and drying machines. The main thing when impregnating paper with resins is to completely eliminate air from its surface and replace it with resin, which should not only cover the surface of the paper, but also be absorbed into it. The most commonly used method of application is that the paper is first coated with resin on one side only, while air, as the resin is absorbed, comes out from the side of the paper on which the resin was not applied. And only after removing the air, the paper web is completely immersed in the resin. The application of resin to one side of the paper is accomplished by placing the paper web in a container of resin without completely immersing it, or by applying the resin layer with a roller. At the end of the impregnation, the paper is dried in a convection chamber, while the volatile part of the resin coating evaporates, and the resin itself undergoes partial polycondensation.
Create packages. They are formed before loading into the press, the principle is as follows: on both sides of the chipboard sheet, paper sheets of the base are placed in layers, then decorative and finishing – the last two layers are placed only on the front side of the chipboard. The package formed in this way is closed on both sides with metal sheets, if a glossy surface is required, then polished brass or steel sheets are used. Several packages are stacked into the press at once, between its plates and the metal sheets of the upper and lower packages, compensating gaskets made of asbestos, high temperature resistant rubber or sulfate paper in a bale of 25-30 sheets are placed. This operation will allow you to obtain the same temperature on all surfaces to be glued, to achieve uniform pressure of the press plates over all areas of the bags..
Lamination of chipboard under pressure.In hydraulic presses, chipboard packages for lamination are placed for 15 minutes, they are exposed to temperatures from 135 to 210 ° C and pressure from 25 to 28 MPa. At the final stage of hot pressing, cold water is supplied to the press plates, steam is formed. To minimize the threat of deformation of the paper lining, pressing takes place under a stepwise or gradual decrease in pressure – the pressure begins to decrease at the 8th minute when the bags are under the press. In addition to the processing of bags with water vapor and cooling during pressing, there is a chipboard lamination technology that does not include steam processing. The absence of steam cooling on the one hand increases productivity, on the other hand it lowers the gloss quality of the front surfaces laminated with this technology chipboard. Therefore, in enterprises that produce laminated chipboards without cooling during pressing, packages are formed with metal sheets, the surface of which is polished – the result will be a matte front surface of the chipboard. The final stage of chipboard lamination according to any of the described technologies will be the cooling of finished products, their packaging, labeling and storage.
Laminated chipboard or lined by any of the methods described below must comply with the conditions of GOST R 52078-2003.
Lamination and other ways of facing chipboard
The process of laminating chipboards is almost the same as lamination, only according to a more simplified scheme. The adhesive composition is applied to the surface of the chipboard boards, paper lining is laid on top, pre-impregnated with resins and acrylic emulsions for plasticization. The paper web is pressed against the plates by rollers, then the chipboard is sent to a cold press, or to a press with heating, or they are stacked in bales and the load is placed on top. If a hot press is used for curing, then the heating temperature and the pressure it develops is lower than when laminating chipboard – about 120-150 ° C and not more than 7 MPa.
For cladding chipboard, polymer thermoplastic films are used – they are pressed onto sheets of chipboard after applying an adhesive layer to them. Most often, pvc films are used, less often polystyrene or acrylic films. The cladding of chipboard with polymer films can be applied to profiled products, which is its undoubted advantage, but the quality of such a cladding is low – its heat resistance is low, it is weakly resistant to mechanical stress.
Natural veneer made from birch, maple, alder, pear, ash, cherry, beech, walnut, larch, elm and exotic trees, such as mahogany, aningre, dao, etc. is also used for cladding chipboards. Chipboard with veneer is similar to lamination – after applying an adhesive layer and gluing a veneer sheet, chipboard panels are placed under a press.
Particleboard characteristics
The full technical conditions that chipboards of any manufacturer, both domestic and foreign, must have can be studied in GOST 10632-2007.
Chipboards are outwardly similar to each other, but the first impression is deceptive – they are divided into classes according to quality, content of formaldehyde resins (emission classes), can be water-resistant and fire-resistant, and are marked according to physicochemical parameters.
There are three types of chipboard:
- first grade. The surfaces and edges of such slabs are perfectly even, even the smallest chips are completely absent. As a rule, the entire volume of the first grade chipboard produced is exposed to facing (lamination, laminating, etc.);
- second grade. It includes slabs with the smallest deviations from the ideal – the presence of a small chip on one face, a slight delamination of the composite, scratches. Such chipboard is not suitable for cladding, it is cheaper – it is purchased by furniture and construction companies;
- third grade or non-graded chipboards. Culling from high-quality chipboard may contain such defects as variations in thickness, deep delamination, serious scratches and cracks. In construction markets, non-graded chipboards are often classified as second grade. These poor quality slabs are purchased by construction companies and are used for one-off formwork..
Regardless of the grade, chipboards are subdivided into emission classes for the release of free formaldehyde from 100 g of the composite board:
- class E1, according to its conditions, the formaldehyde content in 100 g of the chipboard composite cannot exceed 10 mg. Chipboards corresponding to this emission class are harmless to humans and are used in the creation of cabinet furniture, incl. children’s;
- class E2, allowing the content of 30 mg of free formaldehyde in 100 g of the board composite, but not more than this value. As a rule, chipboard of this class is not produced, but some manufacturers of small volumes of plates produce them for one reason or another, and they try to deliberately distort the marking or do not apply it at all. Determination of the particle board emission class is possible only in laboratory conditions.
In addition to standard boards, chipboard manufacturers produce small batches of chipboard with special characteristics – increased moisture and fire resistance. In the first case, before the stage of pressing, the chip carpet is treated with molten paraffin or a special paraffin emulsion. Waterproof chipboard is marked with the letter “B”, such boards are used in the manufacture of cabinet furniture for baths, bathrooms and kitchens, less often in construction. If the water resistance of an ordinary chipboard is from 22 to 33%, then for grade “B” boards it is not higher than 15%. To increase the fire resistance, fire retardants are introduced into the composition of the chipboard composite to prevent fire.
According to the physical and mechanical characteristics, chipboard is assigned one of two grades:
- “P-A” means high quality indicators, including bending-tensile strength, moisture resistance (swelling not higher than 22%), and surface roughness. Plates of this brand are the most common, they are exposed to facing (lamination, etc.);
- “P-B”, such chipboards have lower quality indicators – less durable, less moisture resistant, respectively, cheaper. Chipboard with such markings is not faced.
Now let’s consider the consumer characteristics of chipboard, starting with positive ones:
- low cost. Chipboard 16 mm thick costs about 130 rubles / m2, of the same thickness LDPC – 190 rubles / m2;
- even and smooth surfaces, there is no need for additional processing and grinding;
- subject to the conditions of GOST, chipboards are durable and not subject to delamination, twisting, swelling and drying out;
- wide range of applications, both in the furniture industry and in construction.
Negative characteristics:
- contains formaldehyde resins, a high concentration of emissions of which is harmful to humans. For the production of furniture, only chipboards of class E1 are allowed, but many small furniture makers use chipboards of a lower class due to their cheapness;
- the composite does not hold screws and nails well, especially when trying to tighten them again;
- in the end and edge sections, chipboards are especially vulnerable, during processing and operation in these areas it is difficult to avoid chips and abrasion.
How to choose a chipboard
The proposed selection criteria for chipboard will suit you if you need to purchase non-veneered boards – the quality of veneered boards or chipboard, as they say, is hidden under the cladding. What you will need to pay attention to:
- the presence of markings on the end of the chipboard will ensure that you are offered the quality you are looking for. If there is no marking, then the products of this manufacturer could be marked on top of the package of a pack of 100 sheets, or there was no marking initially and the manufacturer is unknown. The decision in this situation is up to you, but I would go to another seller;
- It is impossible to assess the emission class of formaldehyde at a glance, but you should trust your sense of smell. If at a distance of one meter from the chipboard you felt a persistent smell of chemical origin, then its emission is significant, regardless of the class indicated in the marking on the end;
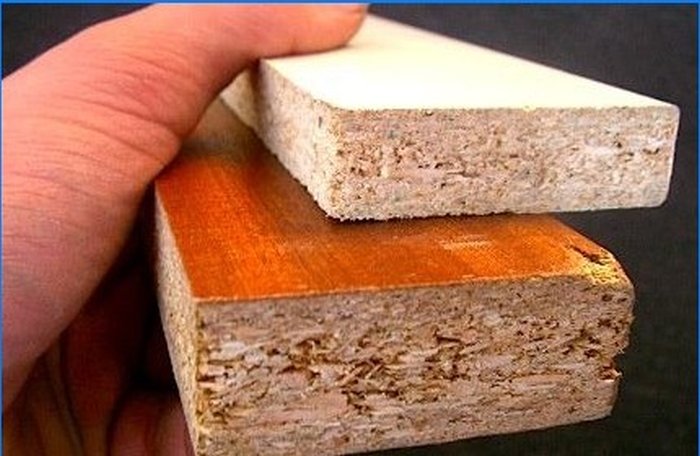
- evaluate the slab visually – the texture of the chips, porosity, peeling of the upper layers, excessive dryness. In a three-layer chipboard, the inner layer is formed by large chips, it will be visible at the ends of the board – it is best suited for screwing in screws, because coarse shavings will hold them better. There should not be any peeling – if it is, then this chipboard was produced with violations of technology. The surface of the slab looks overdried – it is a low-quality chipboard with low strength characteristics. Check for porosity using any relatively sharp object from your pockets – a handle, a key – try to stick them with a little effort into each of the edges of the chipboard. If this operation is easy, then the given plate is of poor quality;
- by color. Ideally, each of the chipboards in the pack should be monochromatic, have a light shade. If the slab is reddish, it is made of wood chips, it cannot be veneered, but it is of sufficient quality. The composite of a dark-colored slab contains a significant amount of bark or is too burnt during pressing – its strength is low, such chipboard is suitable only for construction needs. Pay attention to the entire pack – if the colors of each of the plates that form it are different, then they have a different physical and mechanical quality;
- different thickness. It is possible to estimate the thickness differences only in a pack of chipboards – if the packaging is outwardly even, but looks curved, then some of the plates forming it have thickness differences.


Is chipboard a suitable material for furniture construction, or is it more commonly used for packaging?
Chipboard is a versatile material that is commonly used in both furniture construction and packaging. It is made from compressed wood particles and adhesive, making it affordable and easy to work with. While chipboard can be used for making furniture such as shelves, cabinets, and even tables, it is often considered less durable than solid wood. However, with proper treatment and finishing, chipboard furniture can be functional and aesthetically pleasing. In packaging, chipboard is often used for boxes, dividers, and protective padding due to its lightweight and cost-effective nature. Ultimately, whether chipboard is suitable for furniture construction depends on the specific application and desired durability of the piece.
What are the main uses and advantages of chipboard? Are there any specific considerations to keep in mind when using chipboard for furniture or other applications? How does chipboard compare to other types of engineered wood products in terms of strength and durability?